
Case Study: How a Bottling Plant Reduced Rejection Rate by 40% with Optimized Mold Design
Executive Summary
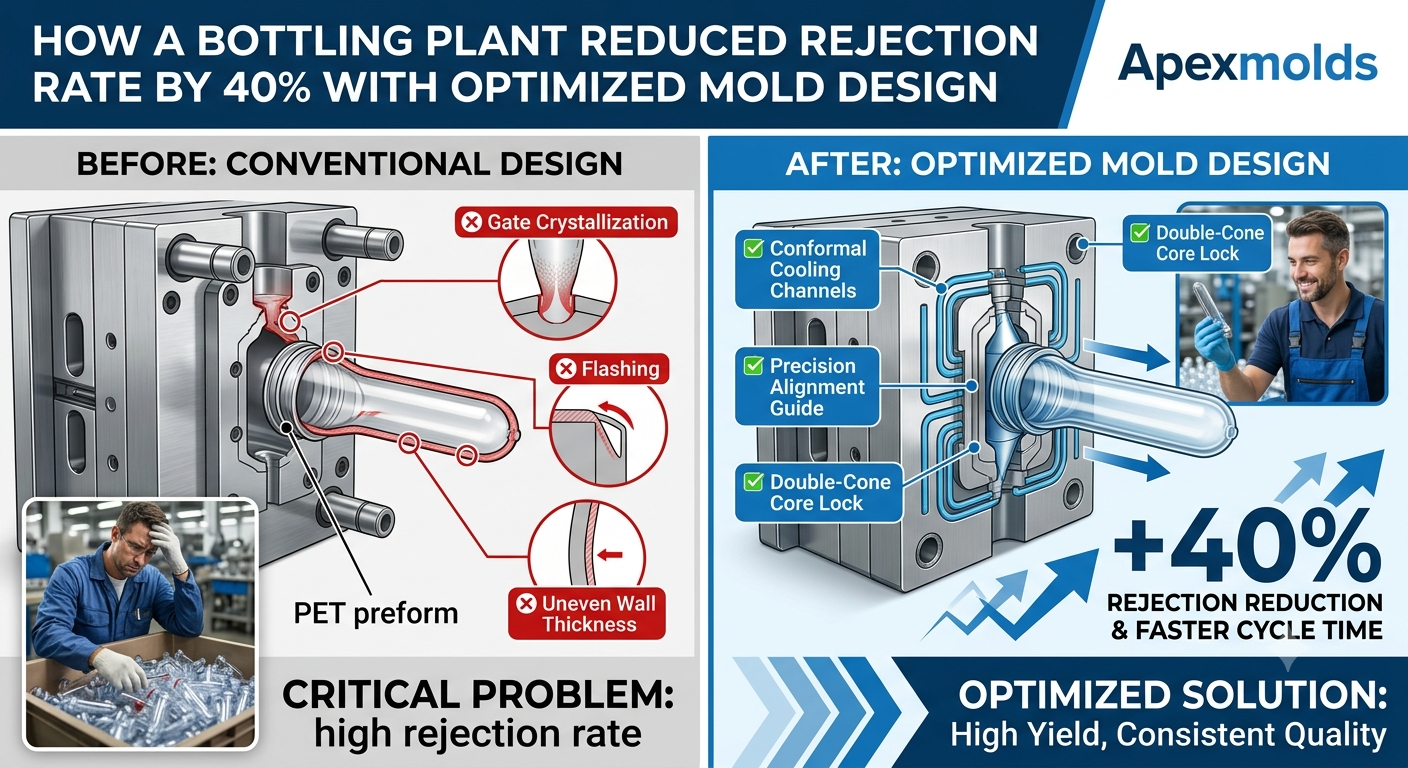
In high-speed PET bottling lines, even a minor flaw in the preform can bring production to a grinding halt. Recently, a major regional beverage bottling plant partnered with Apexmolds to address a critical operational bottleneck. The plant was experiencing an unsustainable rejection rate of 4.8%, driven primarily by preform eccentricity (uneven wall thickness), gate crystallization, and flashing.
Through our comprehensive diagnostic engineering and a customized, optimized mold design, Apexmolds successfully reduced their overall rejection rate by more than 40%, bringing the scrap rate down to a stable < 0.5%. This technical case study details the diagnostic steps, engineering innovations, and measurable results of this successful optimization project.
1. The Diagnostic Stage: Identifying the Root Causes of High Rejection
Before designing a solution, our engineering team conducted an on-site audit of the client’s existing production line. Our diagnostics pointed to three primary mechanical and thermal root causes:
- Poor Core-Cavity Alignment (Eccentricity): Wear and tear on the alignment guides of their legacy mold led to slight shifts during the high-pressure injection phase. This caused uneven wall thickness in the preforms, resulting in blow-outs during the subsequent stretch-blow molding process.
- Gate Crystallization & Thermal Imbalance: The cooling system surrounding the gate area was poorly designed, leading to heat accumulation. This slow cooling rate caused localized crystallization (whitening) around the preform injection point, ruining the optical clarity and structural integrity.
- Parting Line Flashing: Insufficient mold clamping efficiency and minor thermal expansion mismatch caused polymer leakage along the parting line, leaving sharp, excess plastic ("flash") on the preform neck.
2. The Apexmolds Intervention: Three Pillars of Optimized Mold Design
As professional PET preform mold solution experts, the engineering team at Apexmolds addressed these pain points through precise, advanced engineering modifications:
A. Double-Cone Locating System for Flawless Alignment
To eliminate eccentricity, Apexmolds implemented a proprietary double-cone locating and guiding structure. Each individual cavity and core is locked independently, isolating them from structural shifts. This guarantees concentricity tolerances within:
Core-to-Cavity Concentricity Limit: ≤ 0.05 mm
This tight tolerance ensures perfectly uniform wall thickness, drastically reducing stretch-blowing failures.
B. Advanced Conformal Cooling Channels
Standard cooling channels often miss critical areas near the gate and neck. Apexmolds utilized 3D-printed metal inserts to construct conformal cooling channels that follow the exact contours of the preform. We also upgraded the neck-ring cooling inserts with high-thermal-conductivity copper alloy. This dropped the gate temperature rapidly, completely eliminating gate crystallization and reducing overall cycle time by 15%.
C. Balanced Valve-Gated Hot Runner Technology
We replaced the client's aging hot runner with an Apexmolds balanced pneumatic valve-gated hot runner system. By utilizing individual cylinder controls for each valve pin, we achieved uniform material flow and precise shut-offs. This eliminated stringing, drooling, and flashing, ensuring a smooth, clean injection gate surface.
3. The Results: Quantifiable Operational Gains
Following a 48-hour continuous test run and subsequent full-scale deployment of the new Apexmolds system, the plant recorded dramatic improvements across all Key Performance Indicators (KPIs):
| Performance Metric | Baseline (Legacy Mold) | Optimized (Apexmolds Design) | Net Improvement (%) |
|---|---|---|---|
| Preform Rejection Rate | 4.8% | 0.45% | - 90.6% (Total Rejection Reduction) |
| Average Cycle Time | 14.5 seconds | 12.1 seconds | + 16.5% Faster Production |
| Wall Thickness Variation | ± 0.15 mm | ± 0.04 mm | + 73.3% Precision Improvement |
| Monthly Resin Waste | 4,200 kg | 380 kg | - 90.9% Material Saved |
Partner with the PET Preform Optimization Experts
This case study proves that a mold is not merely a piece of metal; it is the heart of your production line's profitability. A poorly designed mold acts as a hidden tax on your daily operations through waste, downtime, and energy loss. By optimizing thermal dynamics and mechanical alignment, Apexmolds helped this bottling plant reclaim lost revenue, boost capacity, and secure consistent product quality.
Are you facing high rejection rates or slow cycle times in your PET packaging facility? Let our professional engineering team analyze your technical parameters and custom-build an optimized tooling solution for your specific brand requirements.